Press brake punch/die is divided into upper and lower molds, which are used for sheet metal stamping forming and separating molds. The mold for forming has a cavity, and the mold for separating has a cutting edge. The punch/die of the press brake machine has a great influence on the accuracy of the workpiece. In the bending process, the mold is all that contacts the workpiece.
The press brake dies of the bending machine/press brake are L-shaped, R-shaped, U-shaped, Z-shaped, etc. The upper die is mainly 90 degrees, 88 degrees, 45 degrees, 30 degrees, 20 degrees, 15 degrees, etc. angle. The lower mold has a 4~18V double groove and single groove with different groove widths, as well as R lower mold, acute angle lower mold, flattening mold, etc.

Ultra-high precision
It is very important for the precision of the mold to greatly affect the precision of the workpiece during the bending process. The wear of the mold must be checked before use. The inspection method is to measure the length from the front end of the upper mold to the shoulder and the length between the shoulder of the lower mold. For conventional molds, the deviation per meter should be about ±0.0083mm, and the total length deviation should not be greater than ±0.127mm. As for the precision grinding mold, the precision per meter should be ±0.0033mm, and the total precision should not be greater than ±0.0508 mm. It is generally recommended to use fine grinding molds for electro-hydraulic bending machines or torsion shaft bending machines, and conventional molds for manual bending machines.
The tool section of the CNC press brake machine as below:

Automatic fixed installation
The upper die is installed when the slider rises to the top dead center, and the mold clamping system can keep multiple molds in place until the clamping pressure is applied.
Hydraulic clamping system
The hydraulic clamping system is the most effective clamping method. Both new and old machines can use this clamping system, saving time and cost. If the load-bearing surface of the old bending machine is damaged, the hydraulic clamping system will be the best choice to remedy the damage, while also improving the efficiency of clamping and installation.

Automatically squeeze into place
When clamping pressure is applied, the upper die is pulled up and automatically squeezed into place. This eliminates the need to press the upper mold into the bottom of the mold during the bending process.
The choice of punch/die
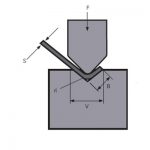
First, determine the thickness of the sheet to be bent. For example, you want to bend 0.75mm to 6.30mm thick plates. Then, multiply the thickness of the thinnest sheet by 8 to estimate the minimum required V-die size. In this example, a 0.75mm plate is the minimum mold required, so 0.75×8=6. Third, multiply the thickness of the thickest sheet by 8 to estimate the required maximum V-shaped die size.
8 times principle
That is to say, the opening of the V-shaped mold should be 8 times the thickness of the sheet. Multiply the thickness of the sheet by 8 to select the closest mold. For example, a 1.5mm thick plate requires a 12mm mold (1.5×8=12mm). If it is a 3.0mm plate, a 24.0mm mold is required. (3.0×8=24.0). This ratio can provide the best angle choice, which is why many people call it the "best choice". Most published bending charts are also centered on this formula.
Model selection rules
The selection rule for bending L-shaped workpieces is that there are no rules, almost any upper die can be used. So when choosing upper molds for a group of workpieces, L-shaped workpieces can be considered last, because almost any upper mold can bend them. When bending these L-shaped workpieces, it is recommended to use upper molds that can also bend other workpieces. When buying molds, the less the better. This is not only to minimize mold costs but also to reduce the number of mold shapes required and to reduce installation time.


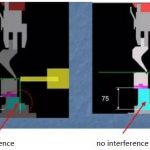
When the upper section of the workpiece is longer than the lower section, a gooseneck die is required. When the upper section of the workpiece is shorter than the lower section, any upper die is fine. When the upper section and the lower section of the workpiece are the same lengths, an acute-angle upper die is required. In summary, the upper die selection rule mainly depends on the interference of the workpiece, which is where the bending simulation software can play an important role. If the used system cannot simulate the bending situation, you can use the drawing with the grid background to manually check the interference of the upper mold workpiece, as shown in the figure below.


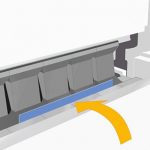
No indentation mold
Almost all typical V-shaped bending machine molds will leave some marks on the workpiece, this is because the metal is pressed into the mold during bending. In most cases, the marks are small or acceptable. Increasing the radius can reduce the marks. But sometimes even the smallest marks are unacceptable, such as painted or polished plates before bending. Nylon inserts can be used to eliminate indentations, as shown in the figure below. Indentation-free bending is especially important for manufactured aircraft or aerospace parts because it is difficult for inspectors to inspect a part with the naked eye and distinguish scratches and cracks.

Related Products
 How to Choose the Tonnage of Hydraulic Press Brake Machine
How to Choose the Tonnage of Hydraulic Press Brake Machine- WILA Efficient Solution of Bending Medium and Thick Plates
- Use Skills of CNC Bending Machine
- Conventional Bending Sequence and Daily Use Specification of Bending Machine Mold
- Calculation of the Bending Force During Free Bending of Sheet Metal Bending Machine
- What Are Press Brake Dies Made Of? What Is Press Brake Tooling?
- How Many Types Of Hydraulic Press Brake
- Why Add a Compensation System to a Press Brake Bending Machine
- What Is Press Brake Crowning
- How To Calculate Bend Allowance For Your Press Brake