Conventional bending sequence
1. Short side first and long side first: Generally speaking, when all four sides are bent, folding the short side first and then the long side is beneficial to the processing of the workpiece and the assembly of the bending mold.
2. Peripheral first and then middle: Under normal circumstances, it usually starts from the periphery of the workpiece and folds towards the center of the workpiece.
3. Partial first, then whole: If there are some structures inside or outside the workpiece that are different from other bending structures, generally these structures are bent first and then other parts.
4. Consider the interference situation and arrange the bending sequence reasonably: the bending sequence is not static, and the processing sequence should be adjusted appropriately according to the bending shape or obstacles on the workpiece.

Daily use specification of bending machine mold
1. Turn on the power of the press brake bending machine, turn the key switch, press the oil pump to start, the bending machine oil pump starts to rotate, and the machine has not yet started working.
2. The stroke adjustment requires a trial run when the bending machine mold is officially started. When the upper die of the bending machine descends to the bottom, there must be a gap of plate thickness. Otherwise it will cause damage to the mold and the machine. The stroke adjustment also has electric quick adjustment and manual fine adjustment.
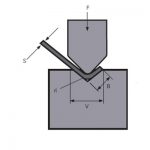
3. For the selection of the notch of the bending machine mold, a notch of 8 times the width of the plate thickness is generally selected. If you bend a 4mm sheet, you need to choose a slot of about 32.

4. Check the overlap and firmness of the upper and lower molds of the bending machine; check whether the positioning devices meet the requirements of being processed. Frequently check the overlap of the upper and lower molds; whether the instructions of the pressure gauge meet the regulations.
5. When the sheet is bent, it must be compacted to prevent the sheet from lifting and hurting the operator during bending.
6. The power supply must be cut off when adjusting the sheet metal die, and the operation should be stopped.
7. When changing the opening of the lower die of the variable bending machine, no material is allowed to contact the lower die.
8. It is forbidden to use bending machine dies to bend over-thick iron plates or hardened steel plates, high-grade alloy steels, square steels, and sheets that exceed the performance of the sheet metal bending machine to avoid damage to the machine tool.
9. Turn off the bending machine, and place wooden blocks on the lower molds under the cylinders on both sides to lower the upper slide plate onto the wooden blocks. Exit the control system program first, then cut off the power supply.

Related Products
 Safe Operation Rules of Hydraulic Power Press Machine
Safe Operation Rules of Hydraulic Power Press Machine- How to Choose the Suitable Die of Press Brake Bending Machine
- Use Skills of CNC Bending Machine
- WILA Efficient Solution of Bending Medium and Thick Plates
- How to Choose the Tonnage of Hydraulic Press Brake Machine
- Common Faults and Troubleshooting Method for Four-column Hydraulic Press
- Repair of Common Failures of Hydraulic Shearing Machine and Maintenance of the Oil Circuit System
- Why Add a Compensation System to a Press Brake Bending Machine
- What Is Press Brake Crowning
- How To Calculate Bend Allowance For Your Press Brake