Advantage of CNC Hydraulic Press Brake Machine

1. Easy Operation
The CNC press brake is very easy to operate and is a less labor intensive machine. The operator can therefore handle many machines at a time. These machines can be simply operated via touch, feel, and sound of the operator. Besides this, they are very user friendly and have a highly powerful controlling system.
2. Flexible Programming
The flexible programming of the CNC press brake enables the operator to control the machine in simple English or any other suitable language.

The various types of operations that can be performed are also available as options on the menu. Once the required operation is chosen, another list of questions appears on the screen regarding the cycle times, materials, pressures, and other elements related to the production process. And after the operator inputs the replies into the machine, the values are displayed on the screen for confirmation before starting the related task.
3. Modern Design
The CNC press brake incorporates a modern design which enables the operator to easily arrange the sequence of bends. It also assists the operator to quickly manufacture the required product. Moreover the operator no longer has to estimate the required amount of pressure in order to create a specific degree of bend. Even the other factors such as length of flange, kind of material, amount of thickness, and degree of bend can be directly entered into the CNC control unit. The part to be manufactured can also be viewed in either the 2D or 3D finished version. Besides this, after the first part is programmed on the machine or through an offline PC, a less skilled operator can also easily produce the subsequent parts.

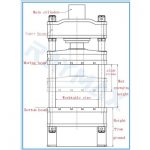
4. There are two linear scales installed on “C” plates on both sides.
We fix it on worktable to eliminate the effect ion of deflection during working. The linear scale will inspect the both end positions of ram (Y1, Y2) and send signal. After amplified by CNC amplifier, the signal will be fed back to computer. Then the computer will control the volume of oil, which is going to enter into cylinders. So the parallelism of ram and worktable could be controlled under ±0.01mm.
5. Versatility: Bend any thickness and material type (within brakes physical limits), including complex parts like electronic chassis/brackets.
6. DELEM system has automatic testing and self-diagnosis functions. Also, Programming includes sizes of plate to bend, dimensions of work piece and choosing tools. Then CNC system could calculate the bending force and position of back gauge and ram automatically. Also the ram penetrating and pressing time relay could be calculated. Excellent quality electro-hydraulic proportional valve can ensure the synchronization of both cylinders as well good capacity to deal eccentric load.

7. Back gauge adopts rolling ball screw and rolling guide way, so the repeat positioning precision of X axis could reach ±0.1mm.Full machine is with safety guard and interlocker to protect the operator from injured.
8. Main sliding parts such as cylinders, piston rod, guide way, are all with wear-resistance treatment.
9. CNC system will control the stroke of CNC hydraulic press brake machine ram and back gauge all with good precision.
Disadvantage of CNC Hydraulic Press Brake machine
1. Material Handling: Difficulty in material handling large sheets
2. Tooling: Bottom and top tooling required
3. Flange Length must extend across die during the entire bending operation, limiting the flange size
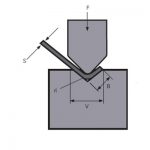
4. Spring back: At the end of bending, spring back occurs due to the recovery of elastic deformation, as shown in Figure 1. The rebound phenomenon directly affects the dimensional accuracy of the workpiece and must be controlled. The process measures taken in this regard are: ① Angle compensation method. If the workpiece bending angle of 90 °, bending machine under the slot (V-shaped) opening angle can be selected 78 °.

Figure 1
The pressurizing time is increased by the correction method. Perform pressure correction at the end of bending to extend the contact time of the upper die, workpiece, and lower groove of the bending machine to increase the degree of plastic deformation at the fillet of the lower groove, so that the rebound tendency of the fibers in the tension and compression zone is opposed to each other, thereby reducing the return bomb.
Related Products
 The Working Principle and Composition of CNC Press Brake Bending Machine
The Working Principle and Composition of CNC Press Brake Bending Machine- WILA Efficient Solution of Bending Medium and Thick Plates
- How to Choose the Tonnage of Hydraulic Press Brake Machine
- Top 10 China Power Press Manufacturers
- How to Choose the Suitable CNC Hydraulic Press Brake Machine
- 4 Steps to Know E21 System of CNC Sheet Metal Bender
- What Is Press Brake Crowning
- How to Operate the Guillotine Shearing Machine
- Maintenance of Hydraulic Power Press Machine
- Safe Operation Rules of Hydraulic Power Press Machine