1. Different structural principles
The design principles of the two models are different, resulting in different structures for ensuring synchronization on both sides of the bending slider. The torsion axis bending machine uses a torsion axis to connect the left and right swing rods to form a torsion axis forcing a synchronization mechanism to move up and down the cylinders on both sides, so the torsion axis synchronization bending machine is a mechanical forced synchronization method, and the parallelism of the slider cannot be automatically checked automatic mediation.
The electro-hydraulic synchronous bending machine is to install a magnetic (optical) scale on the slider and the wall plate. The numerical control system can analyze the synchronization of both sides of the slider through the feedback information of the magnetic (optical) scale at any time. If there is an error, the numerical control system will adjust through the proportional electro-hydraulic servo valve to synchronize the stroke on both sides of the slider. Numerical control system, hydraulic control valve group and magnetic scale constitute the feedback closed-loop control of the electro-hydraulic synchronous bending machine.

2. Precision
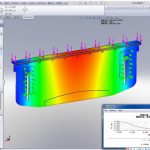
The parallelism of the slider determines the angle of the workpiece. The torsion axis synchronous bending machine mechanically maintains the synchronization of the slider, without real-time error feedback, and the machine itself cannot make automatic adjustments. In addition, its partial load capacity is poor (the torsion axis synchronous bending machine uses the torsion axis to force the synchronization mechanism to move the cylinders on both sides up and down. If the long-term partial load will cause the torsion axis to deform.), the electro-hydraulic synchronous bending machine is a system through proportional electric. The liquid valve group controls the slider synchronization, and the magnetic (optical) scale provides real-time error feedback. If there is an error, the system will adjust through the proportional valve to maintain the synchronization of the slider.
3. Speed
There are two points in the work of the machine that determine its running speed: (1) slider speed, (2) backgauge speed, (3) bending step.
The torsion axis synchronous bending machine uses a 6:1 or 8:1 cylinder, which is slow, while the electro-hydraulic synchronous bending machine uses a 13:1 or 15:1 cylinder, which is fast. Therefore, the fast down speed and return speed of the electro-hydraulic synchronous bending machine are much higher than the torsion synchronous bending machine.
When the slider of the torsion axis synchronous bending machine moves downwards, although the speed has the functions of fast down and slow down, the fast down and return speeds are only 80mm/s, and the fast and slow switching is not smooth. The running speed of the backgauge is only 100mm/s.
If the workpiece needs to be bent in multiple steps, each process of the torsion axis synchronous bending machine must be set separately, and the processing process is very cumbersome. However, the electro-hydraulic synchronous machine can set and save the process of each step through the computer, and can be operated continuously, which greatly improves the speed of the bending step and improves the work efficiency.
When the slider of the electro-hydraulic synchronous bending machine goes down, the speed has the functions of fast down and slow down. The fast down and return speed can reach 200mm/s, and the fast and slow conversion is smooth, which can greatly improve the production efficiency. At the same time, the running speed of the backgauge reaches 300mm/s.
4. Strength
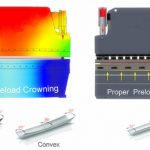
Because of its own design, the torsion synchronous bending machine cannot bend under eccentric load. If it is bent under eccentric load for a long time, it will cause the torsion shaft to deform. The electro-hydraulic synchronous CNC bending machine does not have such a problem. The Y1 and Y2 axes on the left and right sides operate independently, so it can be bent under partial load. The working efficiency of an electro-hydraulic synchronous bending machine can be equivalent to two to three torsion axis synchronous bending machines.
Related Products
 The Working Principle and Composition of CNC Press Brake Bending Machine
The Working Principle and Composition of CNC Press Brake Bending Machine- Why Add a Compensation System to a Press Brake Bending Machine
- Comparison and Selection of Press Brake CNC Systems
- 4 Steps to Know E21 System of CNC Sheet Metal Bender
- How to Make Deflection Compensation for CNC Sheet Metal Bender
- Best selling hydraulic pressure hydraulic workshop press hydraulic press ton hydraulic
- China 40 Ton Press Brake
- Safe Operation Rules of Hydraulic Power Press Machine
- WILA Efficient Solution of Bending Medium and Thick Plates
- Common Mechanical Failures and Maintenance of Press Brake Bending Machines