Briefly introduce the production process of the stainless steel sink. The production of stainless steel sinks generally includes the selection of raw materials, production processes, surface treatment, etc. Generally, these three steps are required, of which the selection of raw materials and the production and treatment processes are the most important.
Selection of raw materials
At present, the stainless steel materials commonly used by domestic stainless steel sink manufacturers are 0.8-1.0mm thick stainless steel plates, which are most suitable for the production of sinks. If the plate is too thin, it will affect the service life and strength of the sink. If the plate is too thick, it is easy to damage the washed tableware.

Production process
There are two main treatment processes for stainless steel sink basins: welding and one-time forming.
1. Welding method
The welding method is to punch the groove surface and the groove body separately, and then connect the two by welding, and fill and polish the surface of the weld. Generally, there is no welding trace on the front appearance. This production and processing method is simple in process and can be achieved by small punch press equipment and simple molds. Generally, 0.5-0.7mm stainless steel plates are used. This processing method has less loss during the production process and the cost is relatively low. Therefore, the price of the stainless steel sink produced by this method is relatively low. Now as long as it is a product from a regular manufacturer, the welding process is welded by numerical control wave resistance welding, and the quality is passed. There are two ways:
1) The first is the surrounding welding of the basin and the panel, also called seam welding (bottom welding).
Its advantage is its beautiful appearance. After rigorous treatment, it is not easy to find welds, and the surface of the sink is flat and smooth. The disadvantage is that some consumers doubt its sturdiness. In fact, the current welding technology mainly includes sub-arc welding and the most advanced numerical control resistance welding, and the quality has passed. The disadvantage of this welding method is that it consumes too much material and has to punch two steel plates.
2) The other is the butt welding of two single basins into one, also called butt welding.
The advantage is that the basin and the panel are integrally stretched and formed, which is strong and durable. The disadvantage is that the welding traces are easy to see, and the flatness is slightly worse. In fact, some so-called one-step double-tank sinks are not stamped out of one piece of material but are tailor-welded by two single basins. When you buy it, you can pay attention to the solder joint is in the middle of the two sinks, which can be seen from the reverse side. One plate is punched into two sinks. There is no such technology in the world. The most difficult thing to do for the butt-welded pot is to ensure the flat surface of the pot. If it can be guaranteed, then it is really the best way. Because it uses the same material as the overall stretching, it can also solve the stretching problem of conjoined stretching.
The welding quality of the sink is the most critical factor affecting the life of the sink. Good welding can prevent rust and desoldering. The welding should be smooth, smooth, tight, free of false welding, rust spots, and burrs. All double basins whose depth exceeds 18cm are welded. Because the double basin tank is stretched more than 18cm at the same time (the depth of the tank, not the total height of the tank and the side of the tank)), it is the limit depth of the processing technology.
2. One-time forming integral stretching method (mainly used for single groove)
This method of processing stainless steel sinks is made of a whole sheet of material, which requires relatively high processing equipment and molds. Because one-time forming requires high quality and ductility of the sheet, it is generally punched with a 0.8-1mm thick stainless steel sheet. Use integral molds and imported punch press equipment. Because of the large cutting loss of the edge of the sheet in the production of the one-shot molding method, and the high investment in molds and equipment, the cost is high. Therefore, the stainless steel sink produced by this method is more expensive.
The one-time molding manufacturing process is very popular, and its manufacturing process is difficult. This kind of production technology is very demanding, and the one-piece forming process is a particularly important process, which requires high steel plate material. It solved the leakage problem caused by the welding of the basin body that the weld cannot withstand the corrosion of various chemical liquids (such as detergent, stainless steel cleaner, etc.). But there are many shortcomings in flushing a plate into a sink, such as:
1) The overall thickness of the formed sink is uneven, relatively thin, mostly about 0.7mm. This technology has not been overcome at present, the bottom of the sink is too thin, and the better basin thickness should be 0.8-1.0mm.
2) The sink cannot be too deep. Because it is too deep, the wall of the sink will be too thin and broken, and too shallow water will easily splash out, which is troublesome to use.
3) Stretching water tanks generally require high-temperature annealing, usually at a temperature above 1200 degrees. After such treatment, the rigidity of the water tank is naturally weakened, and the hardness of the water tank is definitely compromised.
4) In terms of edge treatment, the overall stretched basin is generally single-layer flanging. On the one hand, it is very possible to cut the hands of the installation worker. The most important thing is that there is no "reinforcing rib" and the weight is not good enough. At the same time, it is difficult to achieve the effect of sealing water.
5) The overall stretch panel is difficult to be flat.
6) The cost is too high. Due to the extremely high requirements for materials and processes, the cost of a single basin is virtually increased.
The advantage of the one-time forming sink is that the material is better than that of the welded basin, the process is complicated, and the processing is difficult. The process of welding the sink is simple, and the plate is not formed well at one time, but the relative price is a little cheaper, and the thickness of the bottom plate is also thicker than that of one-time forming. Simply put, there is no difference in use between a welded sink and a one-piece sink. However, due to process reasons, the integrated stainless steel sink cannot be made too deep and there is a problem of water splashing. The most prominent advantage of the integrated sink is that it will not leak problems due to the welding gap of the basin is not corroded by a variety of chemical liquids (such as detergents, stainless steel cleaners, etc.). But this advantage no longer has any advantages because of the long warranty period.
Surface treatment
There are currently four types of surface treatment processes for stainless steel sinks: One is frosted (brushed), the other is sandblasting (matt pearl silver surface), the third is polishing (mirror), and the fourth is embossing.
1. Frosting (wire drawing)
At present, the most widely used surface treatment process in the stainless steel sink processing industry is frosting (wire drawing). Some manufacturers do the frosting process quite simple, and the cost is also low. Just use the grinding wheel to polish. Such customers do not have very high requirements on the surface of the material. A little surface defect is eliminated after polishing it several times.
At present, some stainless steel distribution units in Wuxi and Zhejiang have introduced whole roll oil grinding equipment, which raises the threshold for stainless steel sink processing enterprises. Need to pay more attention to the surface quality of the product. Of course, the oil milling of the entire roll is also a test of the surface quality of the material, including the surface processing style required by the customer, the direction of the texture, etc. The defects that are easy to appear in this processing process are the color difference band, the vibration pattern, and the indentation and the depth of the pattern caused by the shutdown or the change of the belt during the processing.
2. Sandblasting (matt pearl silver surface)
The effect of the stainless steel sink after sandblasting is pearl matt. Its advantage is that it does not stick to oil, and it is very beautiful. This surface treatment process is very popular and fashionable in Europe. In the surface treatment of some household appliances, almost all export manufacturers adopt this processing style. Sandblasting mainly uses shot blasting glass beads, and then chemical surface treatment.
3. Polishing (mirror)
Polishing (mirror) is a widely used surface treatment style in the early days. However, whether it relied on manual polishing at the beginning or mechanical polishing later, it was the pursuit of a smooth and reflective surface. The flatter the surface is, the higher the degree of reflection. Polishing has high requirements on the material itself, and the surface quality is difficult to control during the processing, and it is also the easiest to scratch. And after a long time, the mirror effect is gone.
4. Embossing
Embossed style is made of embossed material. There is no stock of this material in domestic steel mills, and the production technology of this material is not available to all-steel plants, so its cost is relatively high. The embossed material is very wear-resistant. I personally think that if the popularity of this material can be as popular as other surface-treated materials, it will also be recognized by the market.

The specific forming process of stainless steel sink
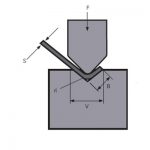
1. Stretch forming
1) Machine: generally use a larger tonnage hydraulic press (200T) or more to stretch the plate.
2) Mould: The angle should not be too straight, generally directly above φ10, the structure should be reasonable.
3) Material: Generally, the thickness of the plate is required to be within 0.8-1.0mm. If it exceeds this range, even a 500T hydraulic press will be weak.
4) Heat treatment: The overall stretched water tank generally needs high-temperature annealing treatment, usually at a temperature above 1200 degrees, to eliminate the internal stress after stretching.
5) Surface treatment: wire drawing, polishing, polishing (generally smooth).
6) Process: After adding the drawing oil to the die, the plate can be stretched smoothly, annealing treatment after forming, and surface treatment.
2. Hand molding
1) Machine: generally use press brake bending machine, hydraulic press for forming, and argon arc welding machine for welding.
2) Fixtures: bending fixtures, hydraulic press molds.
3) Material: Because the process adopts bending, the thickness of the plate is not limited, and a reasonable thickness is generally adopted according to the economy.
4) Welding: According to the thickness of the material, different welding currents can be selected, for example, the welding current below 220A is used for 1.2mm.
5) Surface treatment: wire drawing, polishing, polishing (generally smooth).
6) Process: Generally, the sheet is bent and formed first, and then the side seams are welded like an origami box, and finally surface treatment is performed.
Related Products
 Join us to do BIG BUSINESS!
Join us to do BIG BUSINESS!- How to Operate the Guillotine Shearing Machine
- WILA Efficient Solution of Bending Medium and Thick Plates
- How to Choose the Suitable Die of Press Brake Bending Machine
- What Are Press Brake Dies Made Of? What Is Press Brake Tooling?
- Conventional Bending Sequence and Daily Use Specification of Bending Machine Mold
- Canton Fair
- QC11Y 12x6000mm Hydraulic Guillotine Shear was Delivered to Argentina
- Top 10 Guillotine Shearing Machine Manufacturers
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet